Jak mawiał pewien francuski minister: człowiek chciałby się wzbogacić, żeby wreszcie nie musieć myśleć o pieniądzach – ale niestety większość bogatych i tak o niczym innym nie myśli. I rzeczywiście, w dzisiejszych czasach o pieniądzach myślimy wszyscy – i to niezależnie od ich posiadanej ilości. A skoro, podobno, wszystkich nam chodzi tylko i wyłącznie o nie – porozmawiajmy dziś o pieniądzach.
Dlaczego meble na zamówienie są takie drogie?
Ja to pytanie na początek postawiłbym nieco inaczej – dlaczego meble na zamówienie są droższe od mebli produkowanych masowo? Żeby odpowiedzieć na to pytanie w sposób precyzyjny, musimy się cofnąć do początku XX wieku i poznać człowieka, który zrewolucjonizował współczesny przemysł motoryzacyjny – Henry’ego Forda.
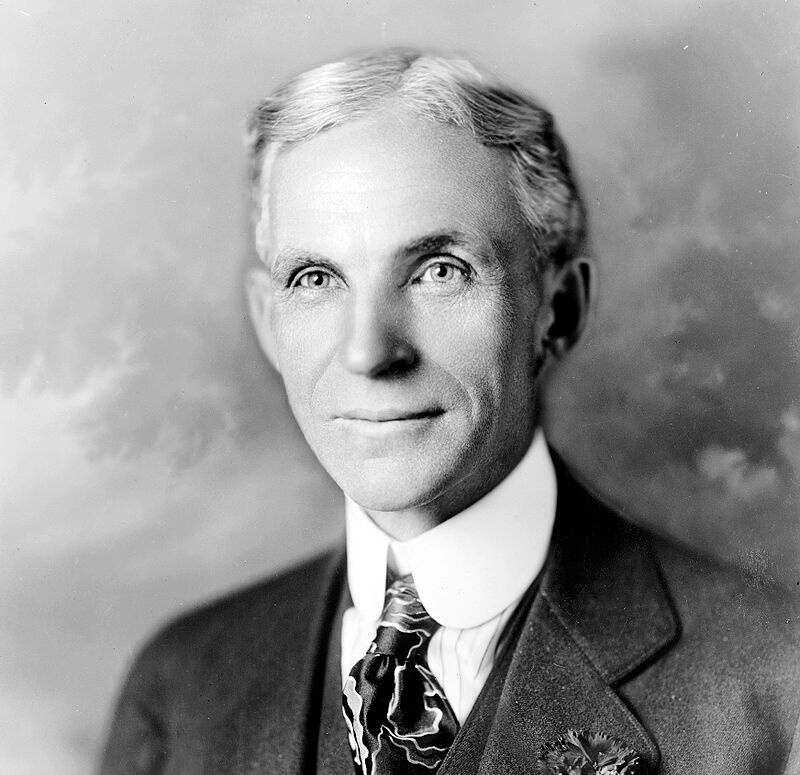
Henry Ford
Urodzony 30 lipca 1863 w Dearborn – zmarł 7 kwietnia 1947 w Detroit. Przedsiębiorca amerykański, branża samochodowa. Zrewolucjonizował system produkcji aut, wprowadzając ruchomą taśmę produkcyjną i trzyzmianowy dzień pracy. Szybko pokonał konkurencję, wprowadzając w 1907 Forda T i ograniczając produkcję wyłącznie do jednego modelu i koloru czarnego. Dzięki temu był w stanie zredukować cenę i uczynić auto dostępne dla robotników amerykańskich.
Do zakończenia produkcji w 1927 wyprodukowano w sumie ponad 15 milionów Fordów T.
Historia życia tego wyjątkowego człowieka została opublikowana w jego znakomitej autobiografii – H. Ford „Moje życie i dzieło”. Przez wiele lat filozofia Forda była inspiracją dla kolejnych generacji przedsiębiorców i co tu ukrywać – jego dokonania wywarły znaczący wpływ na cały dzisiejszy przemysł. U źródła zaś sukcesu Forda kryje się bardzo prosta i logiczna (dziś dla nas) maksyma, która jednak na początku XX wieku dla wielu ludzi wcale logiczną nie była:
Bardziej opłaca się wyprodukować masowo 100 produktów w cenie 10 dolarów za sztukę i sprzedać je stu średnio zamożnym klientom, niż w tym samym czasie wyprodukować jeden produkt o wartości 1000 dolarów i sprzedać go jednemu bogatemu klientowi.
Dlaczego tak? Ponieważ najwięcej kosztuje praca ludzi, zaś wytwarzając produkt masowo z zastosowaniem produkcji taśmowej tę samą pracę człowieka rozkładamy na większą ilość produktów. Dodatkowo angażujemy także pracę maszyn i urządzeń, które nie pobierają wynagrodzenia i nie chodzą na urlopy.
Logicznie brzmi, prawda? Dla Forda sprawa była oczywista, dlatego w czasie, kiedy jego konkurenci prowadzili manufaktury wytwarzające pojedyncze kosmicznie drogie samochody dla bogatych klientów – on zbudował fabrykę, gdzie na skalę masową produkował prosty i tani samochód dla średnio zamożnego klienta. Średnio zamożnych klientów było wówczas w Ameryce tysiąc razy więcej, niż bogatych – dlatego też Ford zarabiał miliony, a jego konkurenci wkrótce przestali istnieć na rynku. Zarabiając zaś miliony Ford inwestował je w technologie, które pozwalały mu produkować jeszcze więcej samochodów i sprzedawać je jeszcze taniej.
Dziś taka filozofia produkcji jest oczywista dla wszystkich – nie inaczej jest w przemyśle meblarskim. Jak wygląda linia produkcji mebli na przykładzie firmy Mindsource która dostarcza rozwiązania dla przemysłu
Pełna automatyka, minimalna ilość pracy ludzi. Ponieważ praca ludzi jest najdroższa.
Jakie są wady i zalety produkcji masowej?
Główne zalety są dwie – niska cena i duża ilość, a co za tym idzie, dostępność i powszechność. Główne wady są pochodną zalet – niższa jakość i typowość produktów. I o ile z czasem można dążyć do zwiększenia jakości (choć tutaj występuje pewna ciekawostka, o której niżej) o tyle z typowością już nic zrobić się nie da. To główne założenie produkcji masowej. A teraz przejdźmy do konkretów.
Konkrety
Zakładamy, że mamy do czynienia z komodą. Co należy zrobić, by komoda znalazła się w domu u klienta? Należy wykonać szereg czynności:
– zaprojektować komodę
– wytworzyć materiały do wykonania
– pozyskać materiały i przygotować je zgodnie z projektem
– wyprodukować (a więc cięcie, sklejania i skręcanie itd.)
– przetransportować do klienta
I tutaj dochodzimy do sedna sprawy. Wyobraźmy sobie, że komoda została wyprodukowana masowo. Co wówczas się dzieje z powyższymi punktami? Po pierwsze komoda została zaprojektowana tylko raz. Słono opłacany projektant w swoim biurze przy kawie spędził 10 godzin na zaprojektowaniu bryły, potem 3 inżynierów produkcji przez tydzień opracowywali projekty branżowe i programowali maszyny. Zaplanowano produkcję 100 000 sztuk takiej komody, zatem wynagrodzenia wszystkich tych ludzi rozłożyły się po równo w cenie każdej komody.
Następnie dział zaopatrzenia zamówił 10 samochodów ciężarowych z materiałami, które kupione zostały bezpośrednio od producentów. Kupiono dużą ilość, zatem cena była niska. Teraz materiały trafiają na automatyczną linię produkcyjną o wydajności 10 elementów na minutę. Człowiek nie widzi tego procesu – komody są produkowane automatycznie. Koszy utrzymania takiej linii i wynagrodzenia ludzi są duże – ale codziennie linia produkuje dziesiątki tysięcy komód. Zatem koszty rozkładają się równomiernie po całej ilości.
Na końcu tylko linia pakowania i podróż komody do sieci sklepów. Klient ze sklepu komodę odbiera sam i sam składa ją w domu.
Załóżmy teraz, że klient chce komodę na zamówienie. Chce sam decydować o jej wyglądzie, wymiarach i funkcji. Zatem tutaj do gry wkracza Studio Meblowe BESI.
Najpierw projektant uzgadnia z klientem jego wytyczne. Potem na podstawie wytycznych projektuje komodę. Klient akceptuje (lub nie) projekt. Następnie inżynier sporządza projekt wykonawczy komody a dział zaopatrzenia zamawia materiały. Materiały przybywają, komoda zostaje wyprodukowana przez ludzi. Nie ma tutaj linii automatycznych o wydajności 10 000 sztuk na godzinę – tylko człowiek potrafi wykonywać zadania, gdzie każdy element zawsze jest inny. Oczywiście człowiek wspomaga się nowoczesnymi narzędziami – ale wciąż to on musi zdecydować, jak i których narzędzi użyć. No i człowiek kontroluje jakość.
Teraz pozostaje spakować i zawieźć do Klienta. Klient już czeka. Zaraz zaraz. A ile tych komód zrobiono? Jedną? Na co się rozkłada koszt pracy tych wszystkich ludzi? Na ile sztuk mebli?
Wniosek – jeśli chcecie Państwo mieć indywidualnie zaprojektowane meble produkowane i kontrolowane jakościowo przez ludzi, trzeba się przygotować na większy koszt, niż w przypadku produkcji masowej.
No i jeszcze ciekawostka. Jeśli produkujemy 1 komodę, to nie ma sensu oszczędzać 10 zł na zawiasach i okleinie i stosować te o gorszej jakości. To żadne pieniądze, szkoda opinii klienta. Ale jeśli robimy 100 000 komód… Ile to jest 10 x 100 000?